

Les propriétés de surface des solides revêtent une importance capitale dans les industries solaires, des transports, biomédicales et chimiques. Les panneaux solaires nécessitent des surfaces rugueuses avec une absorption lumineuse élevée pour une efficacité maximale, les pièces mécaniques ont besoin de surfaces sur mesure pour minimiser l'usure et l'adhérence, et les implants biomédicaux ont besoin de surfaces hiérarchiques pour améliorer la biocompatibilité in vivo. Le contrôle de la morphologie et de la chimie d'une surface entraînent la capacité de contrôler ses propriétés optiques (couleurs, absorption), mécaniques (tribologie, adhésion) et chimiques (catalyse, biocompatibilité). Nos recherches visent à mieux comprendre et à contrôler les textures de surface pour adapter les propriétés optiques, chimique et de biocompatibilité de ces surfaces.

- Propriétés optiques
Couleurs non iridescentes
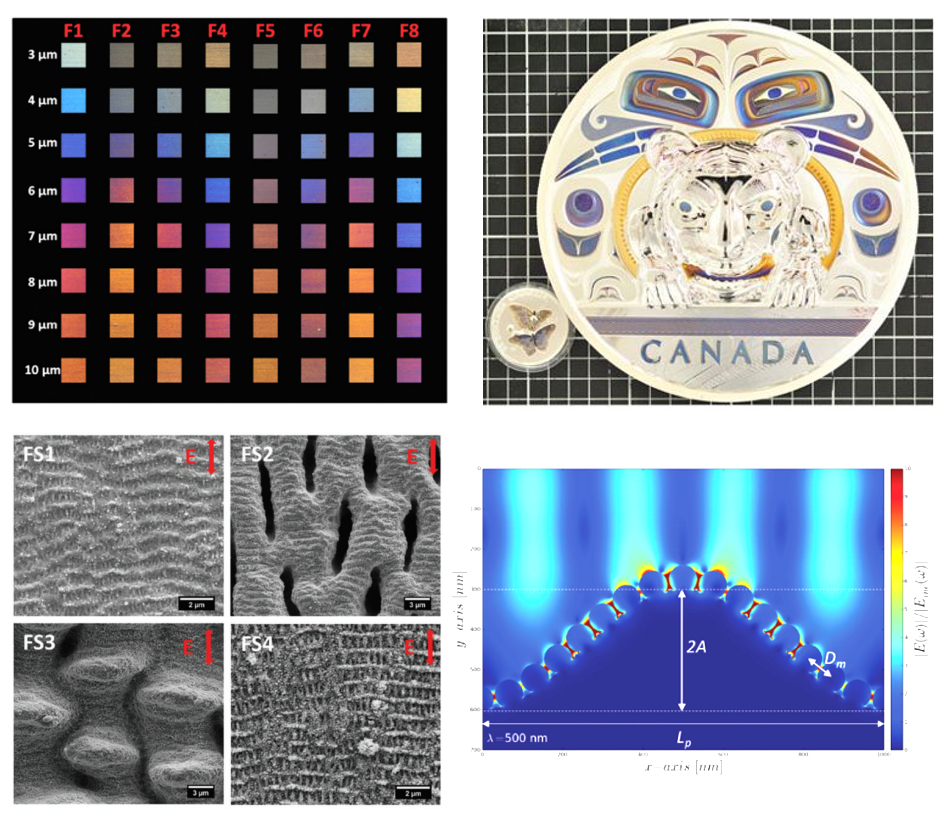
Nous avons montré que des couleurs fixes (c'est-à-dire indépendantes de l'angle ou non iridescentes) peuvent être créées à la surface d'échantillons d'argent et d'or lors d'une écriture directe au laser ultrarapide. Les couleurs résultent de l'excitation de plasmons de surface au niveau de nanoparticules générées par le processus d'écriture laser. Nous avons démontré la création de ces couleurs sur des échantillons de grande taille (jusqu'à 5 kg et 20 cm de diamètre) avec un relief 3D élevé (plus de 1,5 cm). Plus de détails ici. En utilisant une « technologie de rafale », où des impulsions laser avec un petit espacement temporel sont utilisées, il est possible d'augmenter le couplage électron-phonon de l'argent et de l'or et d'obtenir des ondulations plus définies ("Laser Induced Periodic Surface Structures" ou LIPSS). La combinaison des LIPSS et des nanoparticules augmente considérablement l’intensité (c’est-à-dire la staturation) des couleurs fixes en raison du couplage assisté par réseau de plasmons. Plus de détails ici.
Nous avons montré que des couleurs fixes (c'est-à-dire indépendantes de l'angle ou non iridescentes) peuvent être créées à la surface d'échantillons d'argent et d'or lors d'une écriture directe au laser ultrarapide. Les couleurs résultent de l'excitation de plasmons de surface au niveau de nanoparticules générées par le processus d'écriture laser. Nous avons démontré la création de ces couleurs sur des échantillons de grande taille (jusqu'à 5 kg et 20 cm de diamètre) avec un relief 3D élevé (plus de 1,5 cm). Plus de détails ici. En utilisant une « technologie de rafale », où des impulsions laser avec un petit espacement temporel sont utilisées, il est possible d'augmenter le couplage électron-phonon de l'argent et de l'or et d'obtenir des ondulations plus définies ("Laser Induced Periodic Surface Structures" ou LIPSS). La combinaison des LIPSS et des nanoparticules augmente considérablement l’intensité (c’est-à-dire la staturation) des couleurs fixes en raison du couplage assisté par réseau de plasmons. Plus de détails ici.
Protection des couleurs contre l'environnement
Les couleurs écrites au laser nécessitaient une protection contre le ternissement et une humidité élevée. Une nouvelle technique de passivation multicouche a été développée en collaboration avec l'Université Carleton. Il s'agit du dépôt de films d'alumine sur les surfaces colorées capables de conserver les couleurs initiales tout en les protégeant de l'environnement. Plus de détails ici.
Les couleurs écrites au laser nécessitaient une protection contre le ternissement et une humidité élevée. Une nouvelle technique de passivation multicouche a été développée en collaboration avec l'Université Carleton. Il s'agit du dépôt de films d'alumine sur les surfaces colorées capables de conserver les couleurs initiales tout en les protégeant de l'environnement. Plus de détails ici.
Fabrication de microlentille / Gonflement de surface
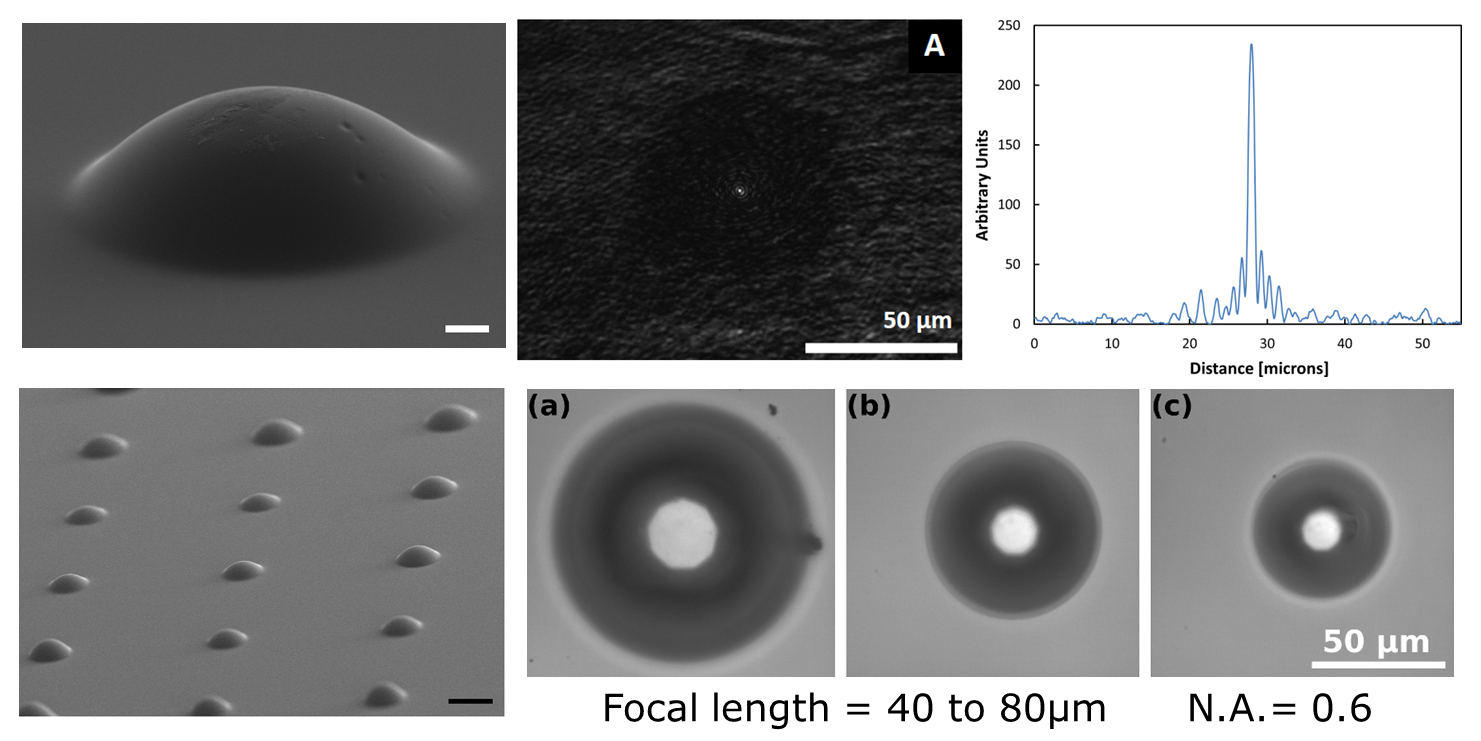
Des réseaux de microlentilles lisses ont été fabriqués en focalisant un laser femtoseconde à énergie nanojoule et à taux de répétition élevé à l'intérieur d'un échantillon de polycarbonate. L'accumulation de chaleur au point focal du laser et l'expansion ultérieure du matériau entraînent un gonflement localisé à la surface de l'échantillon qui se comporte comme une microlentille. En modifiant la profondeur du point focal laser dans l'échantillon, la distance focale de la microlentille peut être contrôlée et varie de 40 à 80 um tout en conservant une ouverture numérique élevée de 0,6. Cette technique de fabrication est un processus en une seule étape, contrôlable et économique qui peut produire des réseaux de microlentilles optiquement lisses. Plus de détails ici.
Des réseaux de microlentilles lisses ont été fabriqués en focalisant un laser femtoseconde à énergie nanojoule et à taux de répétition élevé à l'intérieur d'un échantillon de polycarbonate. L'accumulation de chaleur au point focal du laser et l'expansion ultérieure du matériau entraînent un gonflement localisé à la surface de l'échantillon qui se comporte comme une microlentille. En modifiant la profondeur du point focal laser dans l'échantillon, la distance focale de la microlentille peut être contrôlée et varie de 40 à 80 um tout en conservant une ouverture numérique élevée de 0,6. Cette technique de fabrication est un processus en une seule étape, contrôlable et économique qui peut produire des réseaux de microlentilles optiquement lisses. Plus de détails ici.
- Chimie des surfaces
Photochimie plasmonique
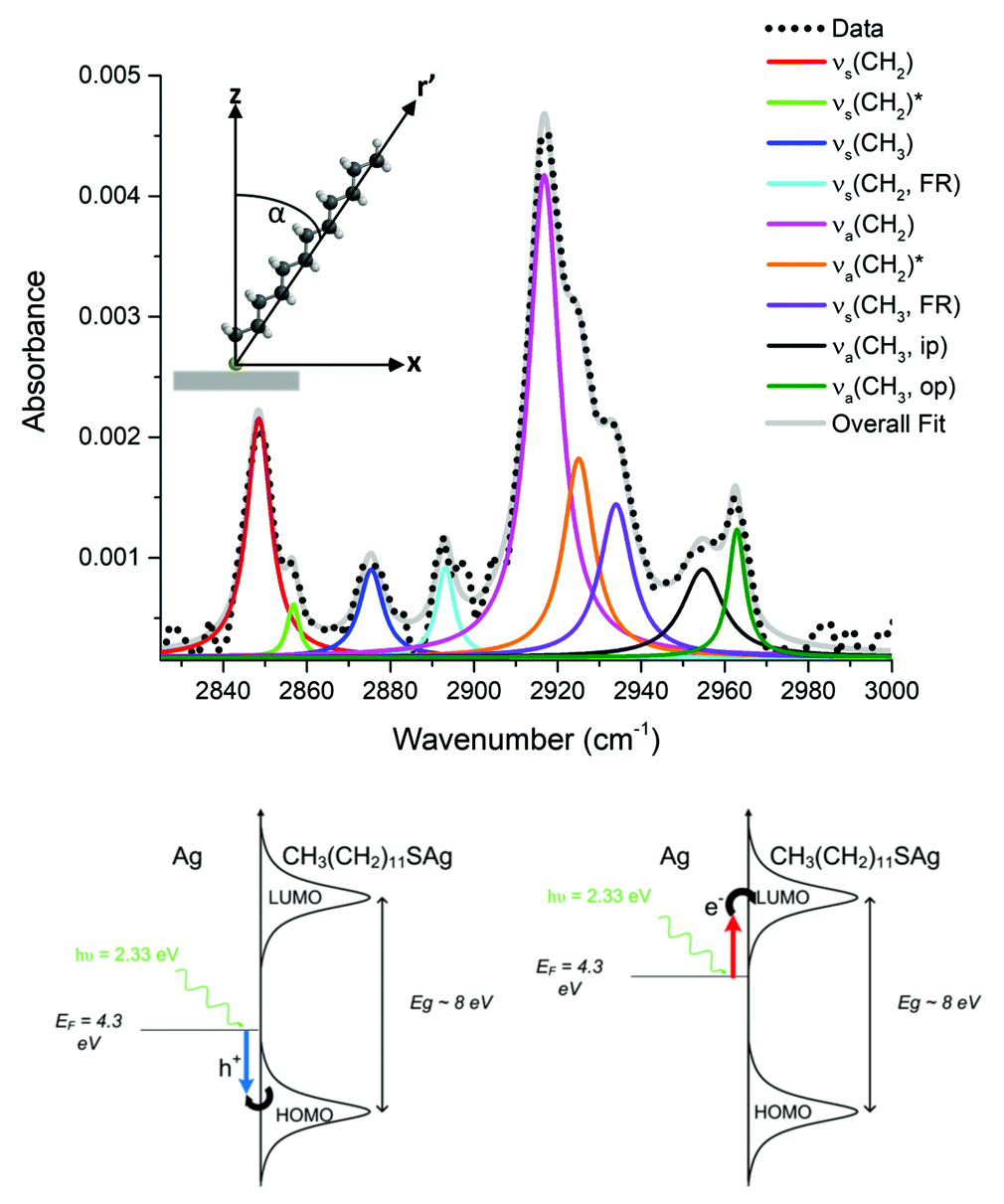
La génération assistée par plasmon de sulfate d'argent à partir de dodécanethiol a été démontrée sur un substrat d'argent nano-texturé présentant une forte résonance plasmonique de surface dans le domaine visible. Les processus photophysiques observés sont attribués à des porteurs de charge chauds générés par l'excitation de résonances plasmoniques de surface à l'aide d'une lumière laser à 532 nm. Les porteurs de charge excités sont responsables du clivage de la chaîne alcane et de la génération d'espèces réactives d'oxygène qui photooxydent rapidement les atomes de soufre exposés. La forte absorbance optique dans le domaine visible, combinée au fait que les substrats peuvent être fabriqués sur de grandes surfaces, en font naturellement des candidats pour les applications photochimiques solaires et pour les réacteurs plasmoniques à grande échelle. Plus de détails ici.
La génération assistée par plasmon de sulfate d'argent à partir de dodécanethiol a été démontrée sur un substrat d'argent nano-texturé présentant une forte résonance plasmonique de surface dans le domaine visible. Les processus photophysiques observés sont attribués à des porteurs de charge chauds générés par l'excitation de résonances plasmoniques de surface à l'aide d'une lumière laser à 532 nm. Les porteurs de charge excités sont responsables du clivage de la chaîne alcane et de la génération d'espèces réactives d'oxygène qui photooxydent rapidement les atomes de soufre exposés. La forte absorbance optique dans le domaine visible, combinée au fait que les substrats peuvent être fabriqués sur de grandes surfaces, en font naturellement des candidats pour les applications photochimiques solaires et pour les réacteurs plasmoniques à grande échelle. Plus de détails ici.
- Biocompatibilité
Biocompatibilité des surfaces en titane texturées au laser
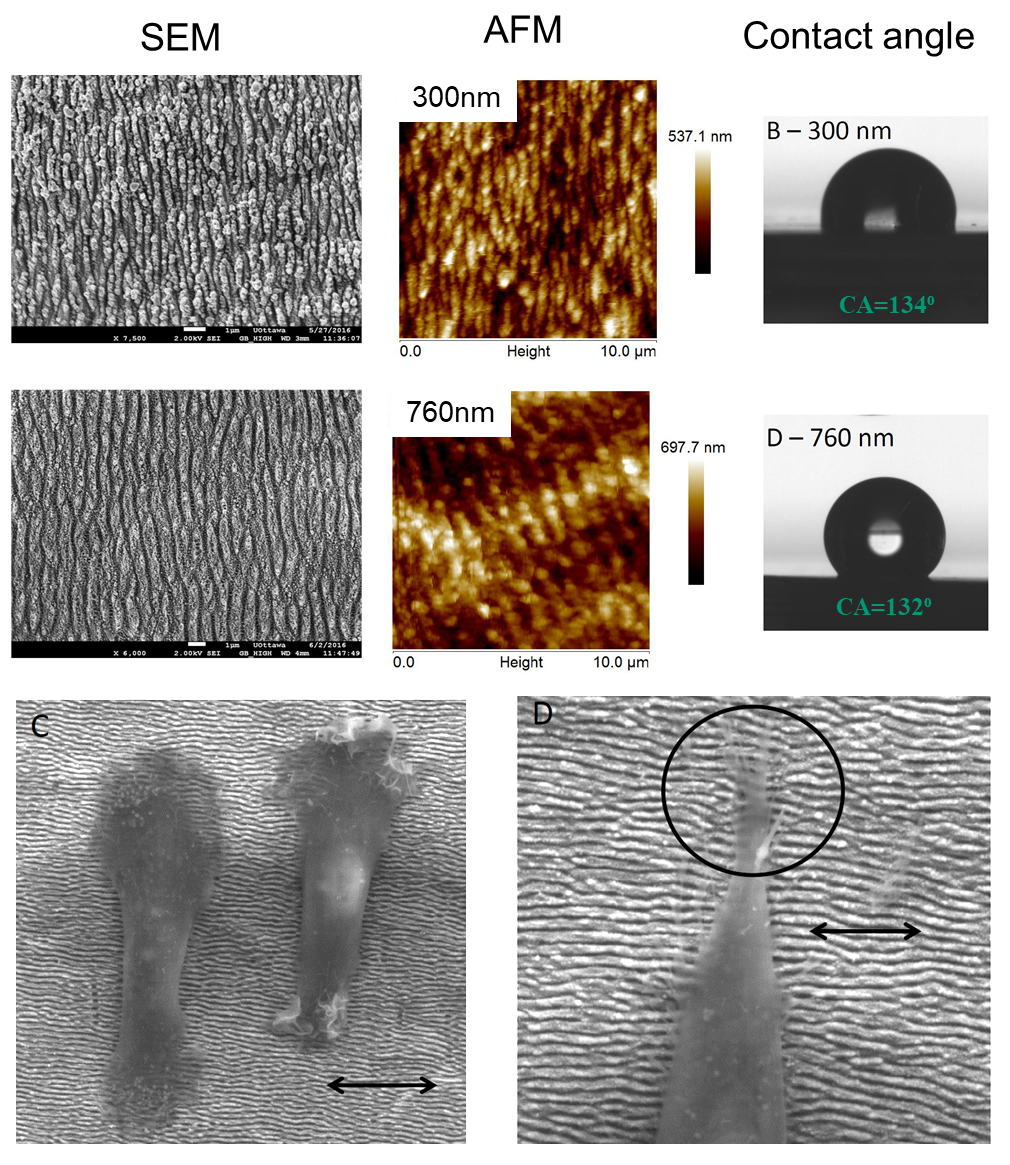
Des structures de surface périodiques induites par laser (LIPSS) avec des périodicités de 300, 620 et 760 nm ont été obtenues sur des substrats en titane sous irradiation laser femtoseconde. Les motifs ondulés reproductibles présentaient une rugosité constante à l’échelle submicronique et des surfaces relativement hydrophobes, mesurées respectivement par microscopie à force atomique et angle de contact. La microscopie électronique à transmission et la spectroscopie électronique Auger ont identifié une couche d'oxyde plus épaisse sur les surfaces ablatées par rapport aux témoins. Des tests in vitro ont été réalisés sur des cellules d'ostéosarcome Saos-2. Le métabolisme cellulaire sur les surfaces ayant subi une ablation au laser était comparable à celui des témoins et l'activité de la phosphatase alcaline était notablement augmentée à des moments tardifs pour les surfaces à 620 et 760 nm par rapport aux témoins. Les cellules présentaient une forme plus allongée sur les surfaces soumises à une ablation laser par rapport aux témoins et présentaient un alignement perpendiculaire aux structures périodiques. Ce travail a démontré la faisabilité de générer des caractéristiques submicroniques sur un matériau utilisé pour implants avec la capacité d'influencer la réponse cellulaire et d'améliorer la biocompatibilité de ces implants. Plus de détails ici.
Des structures de surface périodiques induites par laser (LIPSS) avec des périodicités de 300, 620 et 760 nm ont été obtenues sur des substrats en titane sous irradiation laser femtoseconde. Les motifs ondulés reproductibles présentaient une rugosité constante à l’échelle submicronique et des surfaces relativement hydrophobes, mesurées respectivement par microscopie à force atomique et angle de contact. La microscopie électronique à transmission et la spectroscopie électronique Auger ont identifié une couche d'oxyde plus épaisse sur les surfaces ablatées par rapport aux témoins. Des tests in vitro ont été réalisés sur des cellules d'ostéosarcome Saos-2. Le métabolisme cellulaire sur les surfaces ayant subi une ablation au laser était comparable à celui des témoins et l'activité de la phosphatase alcaline était notablement augmentée à des moments tardifs pour les surfaces à 620 et 760 nm par rapport aux témoins. Les cellules présentaient une forme plus allongée sur les surfaces soumises à une ablation laser par rapport aux témoins et présentaient un alignement perpendiculaire aux structures périodiques. Ce travail a démontré la faisabilité de générer des caractéristiques submicroniques sur un matériau utilisé pour implants avec la capacité d'influencer la réponse cellulaire et d'améliorer la biocompatibilité de ces implants. Plus de détails ici.
- Interactions laser-matière ultrarapides dans les métaux
Effet de la longueur d'impulsion laser sur l'usinage de trous profonds
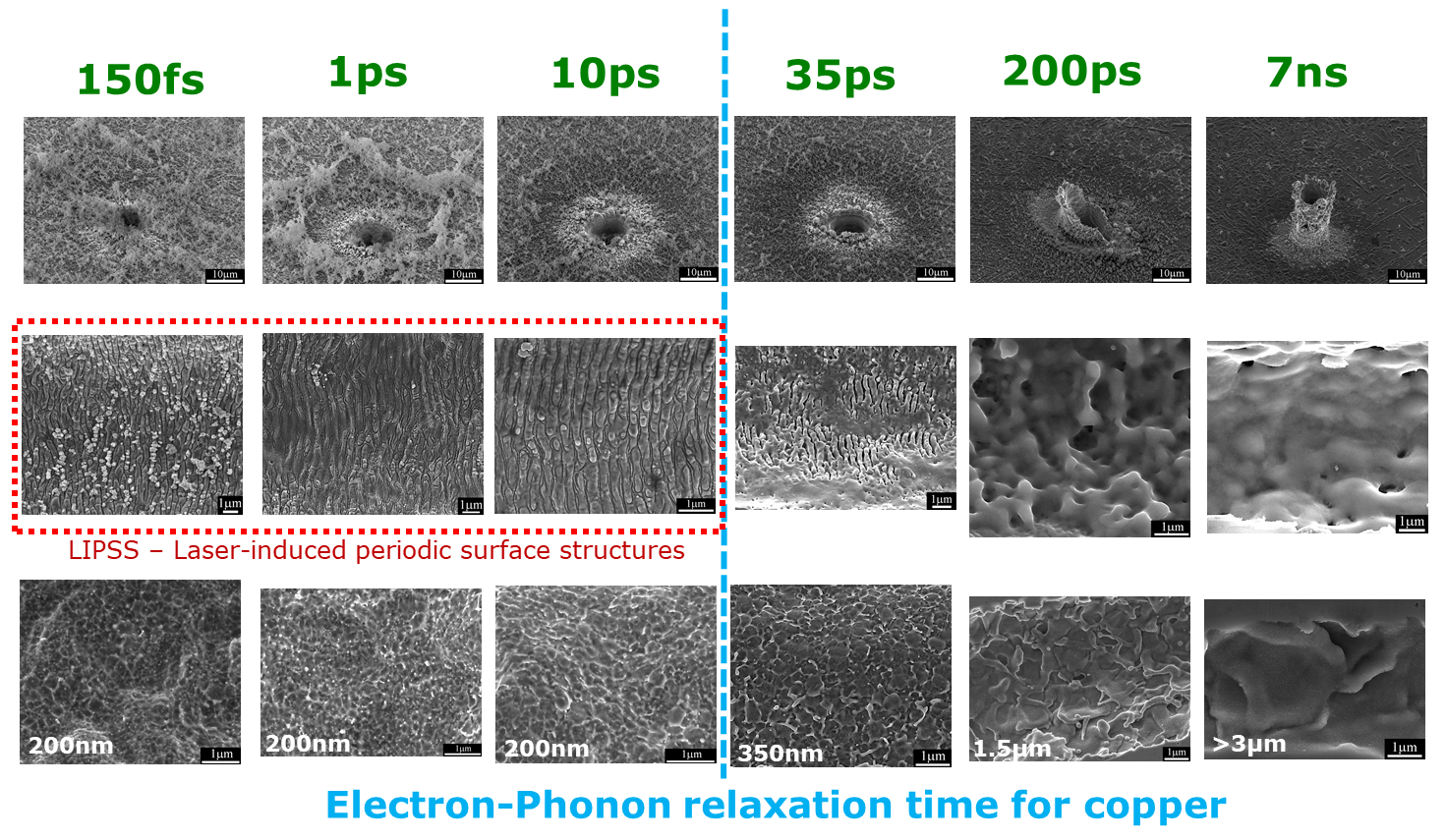
Des trous à rapport de forme élevé ont été percés dans des feuilles de cuivre. L'effet des longueurs d'impulsion, de 150 fs à 7 ns, sur la morphologie de l'entrée et de l'intérieur du trou a été étudié. À une durée d'impulsion de plusieurs picosecondes (1 à 10 ps), il semble y avoir une transition entre le matériau principalement vaporisé et le matériau principalement fondu. Des longueurs d'impulsion de quelques picosecondes (1 à 10 ps) sont presque aussi efficaces que leur homologue femtoseconde et conduisent aux mêmes morphologies à l'intérieur du trou. Les systèmes picosecondes courts peuvent présenter plusieurs avantages par rapport à leur homologue femtoseconde, tels qu'une complexité et un coût moindres, ainsi qu'un rendement en rayons X réduit. Par conséquent, quelques picosecondes constitueraient une échelle de temps d’impulsion de choix dans le micro-usinage des métaux. Plus de détails ici.
Des trous à rapport de forme élevé ont été percés dans des feuilles de cuivre. L'effet des longueurs d'impulsion, de 150 fs à 7 ns, sur la morphologie de l'entrée et de l'intérieur du trou a été étudié. À une durée d'impulsion de plusieurs picosecondes (1 à 10 ps), il semble y avoir une transition entre le matériau principalement vaporisé et le matériau principalement fondu. Des longueurs d'impulsion de quelques picosecondes (1 à 10 ps) sont presque aussi efficaces que leur homologue femtoseconde et conduisent aux mêmes morphologies à l'intérieur du trou. Les systèmes picosecondes courts peuvent présenter plusieurs avantages par rapport à leur homologue femtoseconde, tels qu'une complexité et un coût moindres, ainsi qu'un rendement en rayons X réduit. Par conséquent, quelques picosecondes constitueraient une échelle de temps d’impulsion de choix dans le micro-usinage des métaux. Plus de détails ici.
Effet de la polarisation laser sur l'usinage de trous profonds
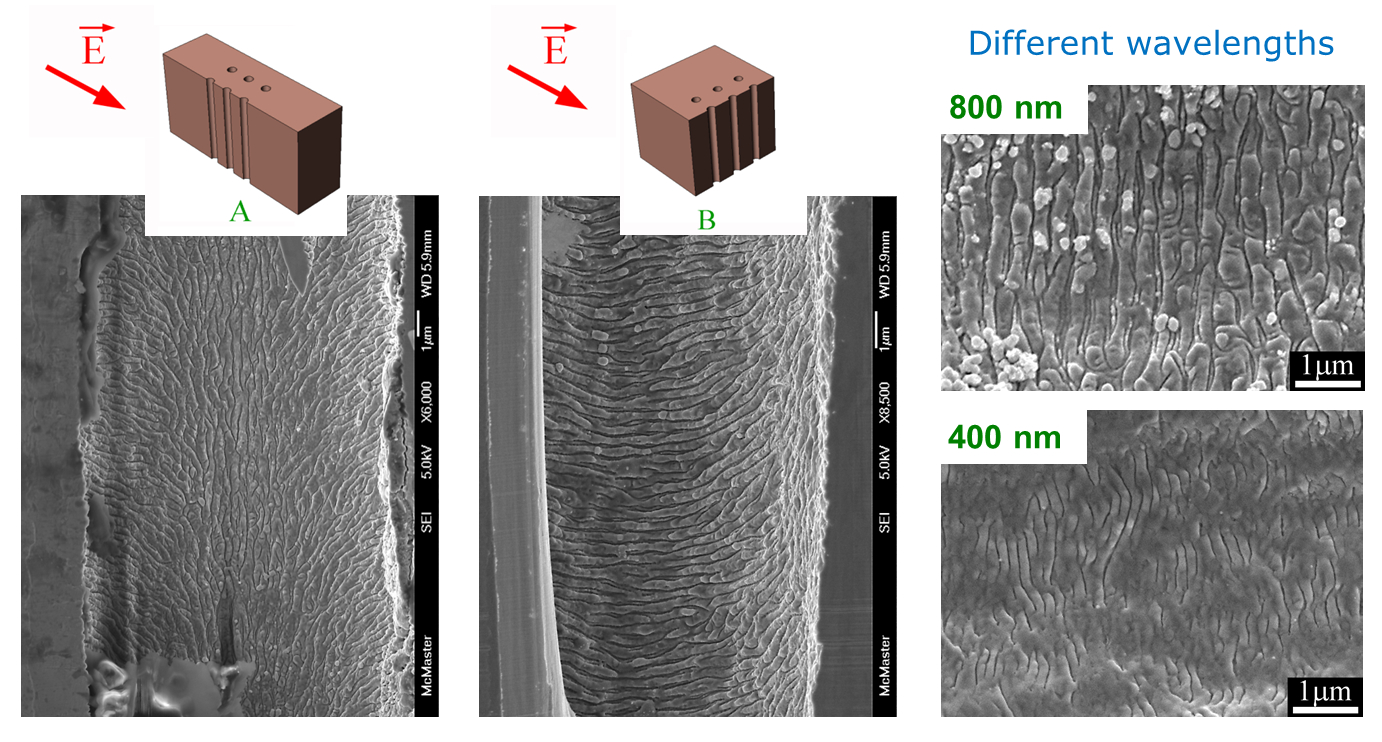
Des coupes transversales de trous profonds produites par des impulsions laser ultracourtes montrent diverses formations microstructurales. Après des dizaines de milliers d'impulsions d'une longueur d'onde de 800 nm, les parois des trous présentent des ondulations distinctes d'une période de 300 nm. Il est démontré que ces ondulations sont le résultat d’effets d’interférence entre le laser et des ondes électromagnétiques diffracté par des rugosités de surface. En effet, les ondulations sont perpendiculaires au champ électrique du faisceau laser et leur espacement évolue avec la longueur d'onde du laser. De fines ondulations supplémentaires espacées de 75 nm ont également été observées. Plus de détails ici.
Des coupes transversales de trous profonds produites par des impulsions laser ultracourtes montrent diverses formations microstructurales. Après des dizaines de milliers d'impulsions d'une longueur d'onde de 800 nm, les parois des trous présentent des ondulations distinctes d'une période de 300 nm. Il est démontré que ces ondulations sont le résultat d’effets d’interférence entre le laser et des ondes électromagnétiques diffracté par des rugosités de surface. En effet, les ondulations sont perpendiculaires au champ électrique du faisceau laser et leur espacement évolue avec la longueur d'onde du laser. De fines ondulations supplémentaires espacées de 75 nm ont également été observées. Plus de détails ici.
- Interactions laser-matière ultrarapides dans les polymères
Modifications à l'intérieur de polymères
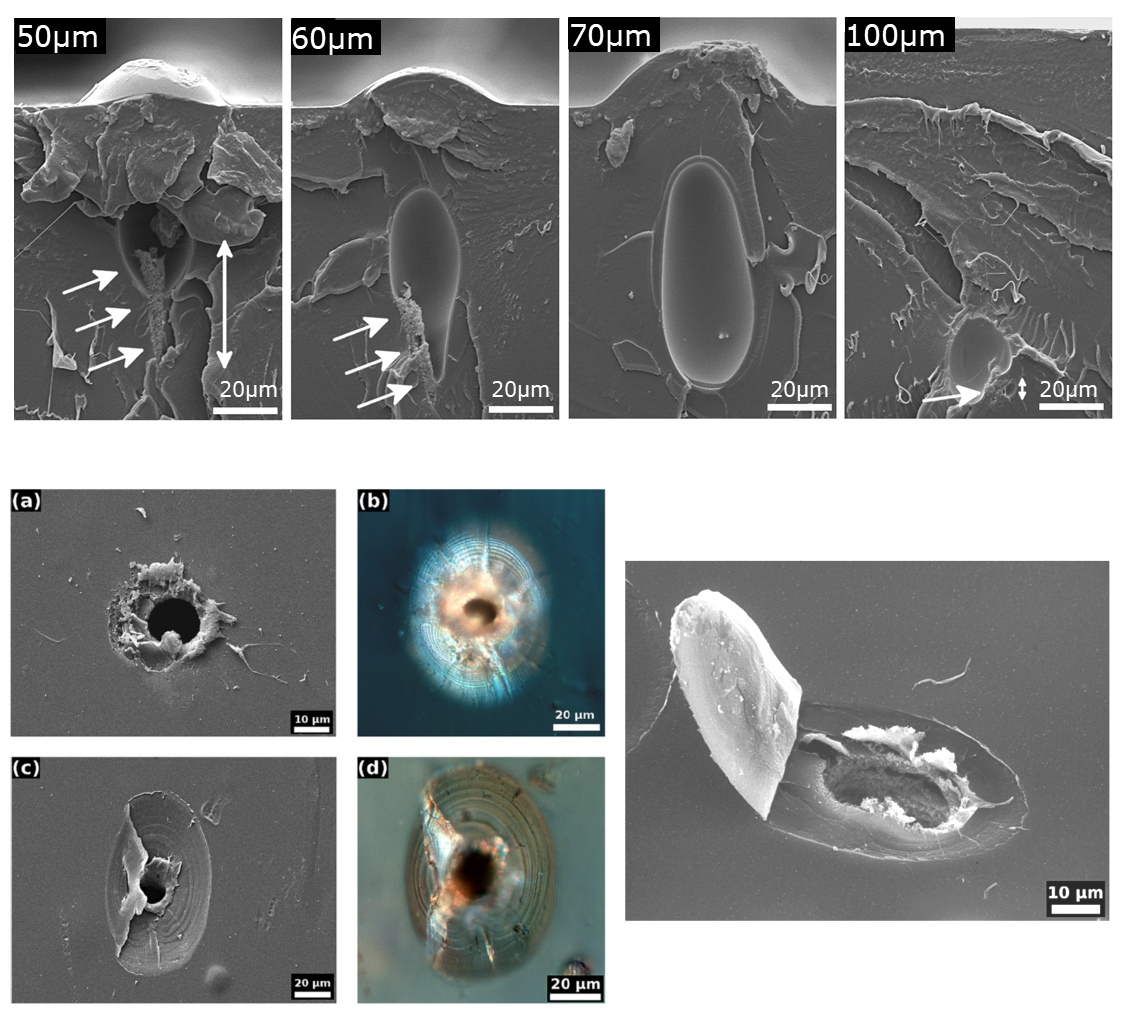
Des dômes sphériques ont été créés à la surface d'échantillons de polycarbonate et des microvides ont été formés à l’intérieur à l'aide d'impulsions femtosecondes de faible énergie (0,47 nJ). La taille des dômes sphériques et la forme des microvides sont contrôlées en modifiant la focalisation du laser à l'intérieur du matériau. Leur formation s'explique par une combinaison d'accumulation de chaleur et de dynamique de formation de dôme, le dôme agissant comme une microlentille déplaçant la focalisation du laser dans l'échantillon. Plus de détails ici. Des anneaux concentriques ont été observés dans des films de cellulose après usinage au laser avec des impulsions laser femtoseconde à haute énergie. Les anneaux proviennent d'un effet d'interférence, où l'avant de l'impulsion est réfléchi par la surface arrière de l'échantillon et interfère avec la queue de l'impulsions. Plus de détails ici.
Des dômes sphériques ont été créés à la surface d'échantillons de polycarbonate et des microvides ont été formés à l’intérieur à l'aide d'impulsions femtosecondes de faible énergie (0,47 nJ). La taille des dômes sphériques et la forme des microvides sont contrôlées en modifiant la focalisation du laser à l'intérieur du matériau. Leur formation s'explique par une combinaison d'accumulation de chaleur et de dynamique de formation de dôme, le dôme agissant comme une microlentille déplaçant la focalisation du laser dans l'échantillon. Plus de détails ici. Des anneaux concentriques ont été observés dans des films de cellulose après usinage au laser avec des impulsions laser femtoseconde à haute énergie. Les anneaux proviennent d'un effet d'interférence, où l'avant de l'impulsion est réfléchi par la surface arrière de l'échantillon et interfère avec la queue de l'impulsions. Plus de détails ici.
La prédiction de la rupture des matériaux est un problème de longue date qui touche les industries manufacturières, de transports et nucléaires et limite le développement de nouveaux matériaux tolérants à la rupture.
Les raisons proviennent des difficultés d'observation expérimentale de la rupture des matériaux et des nombreux paramètres microstructuraux impliqués dans le processus de rutpure.
L'objectif général de cette recherche est de comprendre la relation entre la microstructure et les propriétés de rupture, afin de concevoir des matériaux présentant une résistance améliorée à la rupture.
Pour découpler les paramètres influençant le processus de rutpure, nous avons développé un matériau simplifié (ou matériau modèle) où la rupture est contrôlée.
Il est constitué de feuilles de matériau (par exemple des métaux ou des polymères) dans lesquelles des défauts artificiels (microvides ou microfissures) sont introduits à l'aide d'un laser pulsé.
Les défauts artificiels imitent les défauts trouvés dans les matériaux commerciaux lors de la rutpure, mais de manière simplifiée et contrôlée. Un tel contrôle de la taille et de l'emplacement du défaut assuré par la technique d'usinage au laser n'a jamais été réalisé auparavant et offre de nombreuses opportunités pour mieux comprendre la rutpure.
Les connaissances issues de ce programme de recherche ont permis une meilleure compréhension des processus de rutpure (croissance des vides et coalescence, propagation des fissures de fatigue) et la validation de different modèles de rupture.
- Microvides laser pour des études de rupture ductile
Visualisation de la rutpure en 2 dimensions
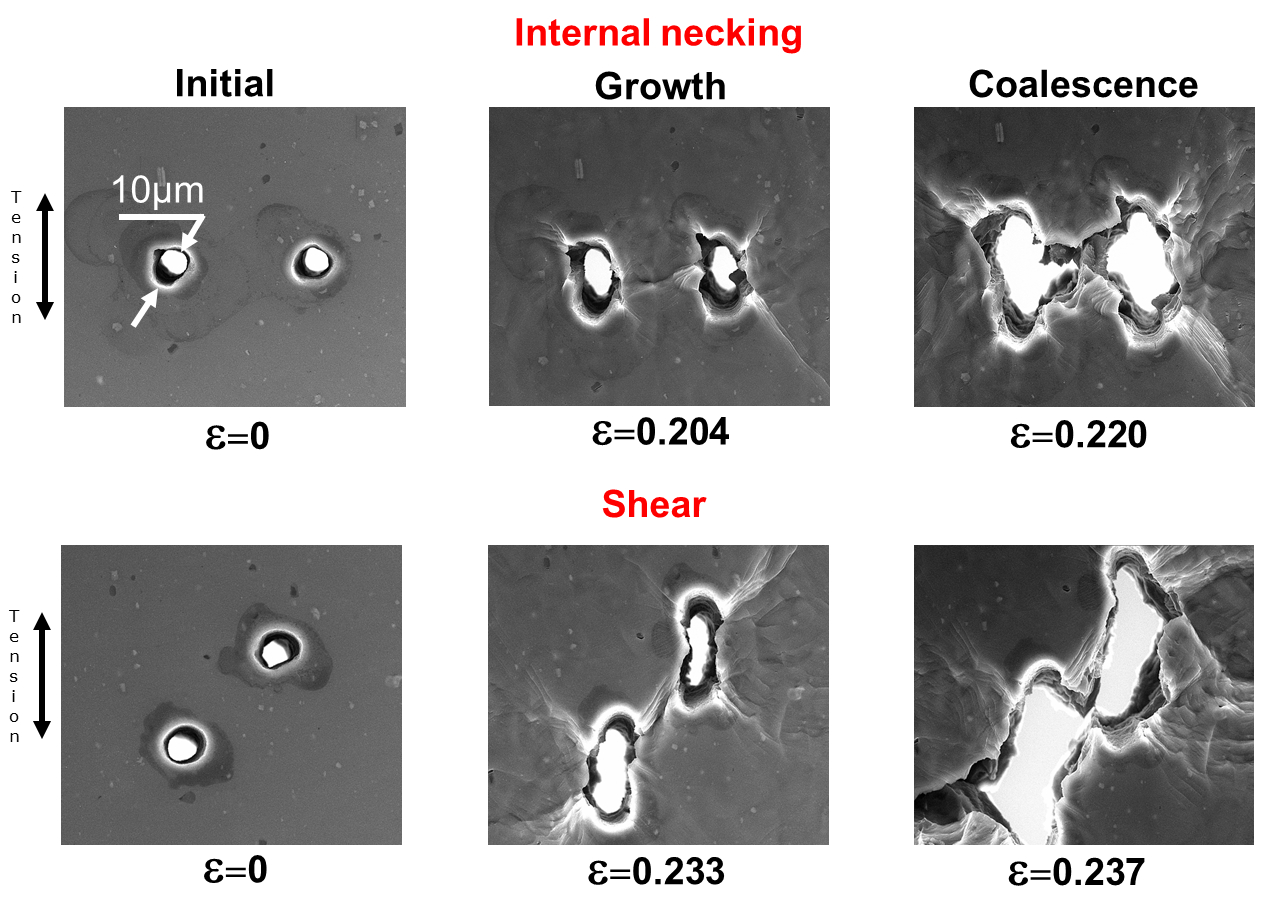
Le moyen le plus simple de créer et d’observer des vides consiste à les placer à la surface d’échantillons de traction. Les échantillons sont ensuite testés en traction in situ sous un microscope optique où la croissance des vides et leur coalescence peuvent être observées en temps réel. Nous avons été les premiers à observer la rutpure des métaux in situ de manière contrôlée, c'est-à-dire à pouvoir suivre la croissance et la coalescence des vides lors de la rutpure. Plus de détails ici, ici, et ici. Une approche similaire a été utilisée pour étudier i) l'effet de l'écrouissage sur la rupture à l'aide d'échantillons d'alliage d'aluminium précontraints (Plus de détails ici) et ii) rutpure dans du polycarbonate contenant divers réseaux de microvides percés au laser (Plus de détails ici).
Le moyen le plus simple de créer et d’observer des vides consiste à les placer à la surface d’échantillons de traction. Les échantillons sont ensuite testés en traction in situ sous un microscope optique où la croissance des vides et leur coalescence peuvent être observées en temps réel. Nous avons été les premiers à observer la rutpure des métaux in situ de manière contrôlée, c'est-à-dire à pouvoir suivre la croissance et la coalescence des vides lors de la rutpure. Plus de détails ici, ici, et ici. Une approche similaire a été utilisée pour étudier i) l'effet de l'écrouissage sur la rupture à l'aide d'échantillons d'alliage d'aluminium précontraints (Plus de détails ici) et ii) rutpure dans du polycarbonate contenant divers réseaux de microvides percés au laser (Plus de détails ici).
Visualisation de la rutpure en 3 dimensions
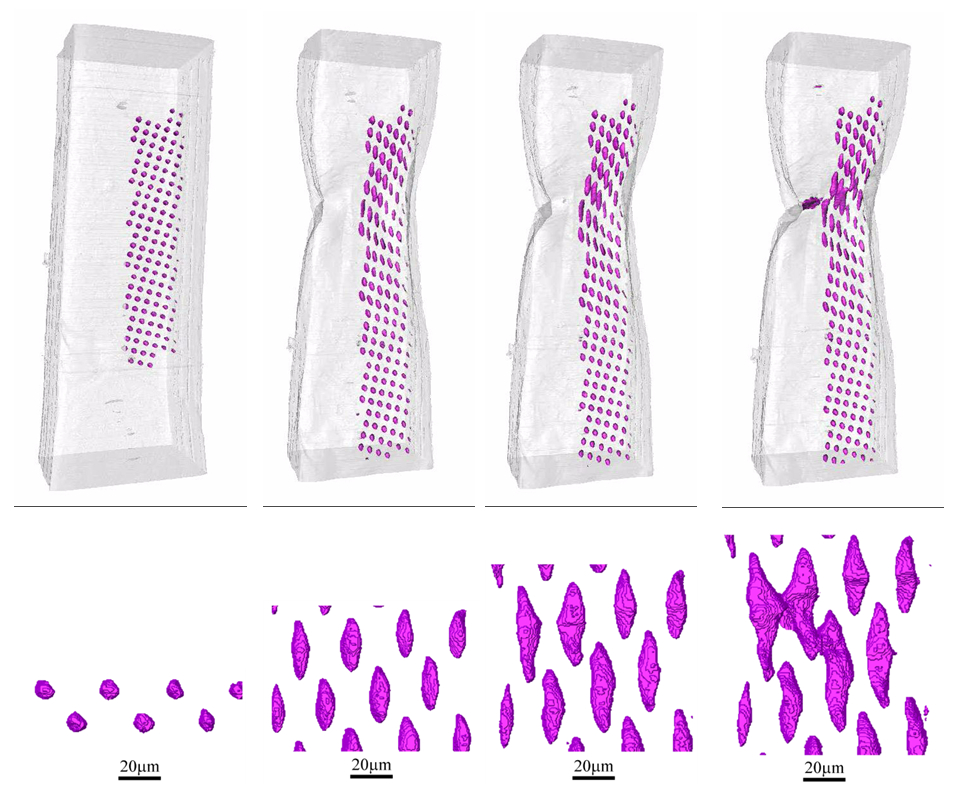
La plupart des matériaux cassent à cause de vides qui se forment et se développent à l’intérieur du matériaux. Si l’approche bidimensionnelle présentée dans la section précédente peut fournir des informations très importantes sur les processus de rutpure, des analyses tridimensionnelles sont nécessaires pour mieux représenter le comportement des matériaux réels. Pour cela, nous avons réalisé une étude tridimensionnelle de la rutpure. Afin de visualiser les vides, des essais de traction ont été effectués in situ dans un système de tomographie à rayons X à haute résolution. Plus de détails ici, ici, et ici. Nous avons également étudié la rutpure dans des matériaux connus pour être plus anisotropes, en mettant particulièrement l'accent sur la rutpure du titane commercialement pur, qui possède une structure cristalline hexagonale compacte. Nous avons étudié l'effet de l'orientation des grains sur la croissance des vides et la rupture dans le titane en plaçant des vides artificiels dans des grains d'orientation différente. Plus de détails ici.
La plupart des matériaux cassent à cause de vides qui se forment et se développent à l’intérieur du matériaux. Si l’approche bidimensionnelle présentée dans la section précédente peut fournir des informations très importantes sur les processus de rutpure, des analyses tridimensionnelles sont nécessaires pour mieux représenter le comportement des matériaux réels. Pour cela, nous avons réalisé une étude tridimensionnelle de la rutpure. Afin de visualiser les vides, des essais de traction ont été effectués in situ dans un système de tomographie à rayons X à haute résolution. Plus de détails ici, ici, et ici. Nous avons également étudié la rutpure dans des matériaux connus pour être plus anisotropes, en mettant particulièrement l'accent sur la rutpure du titane commercialement pur, qui possède une structure cristalline hexagonale compacte. Nous avons étudié l'effet de l'orientation des grains sur la croissance des vides et la rupture dans le titane en plaçant des vides artificiels dans des grains d'orientation différente. Plus de détails ici.
- Fissures laser pour des études de rupture par fatigue
Fissures de fatigue superficielles et internes
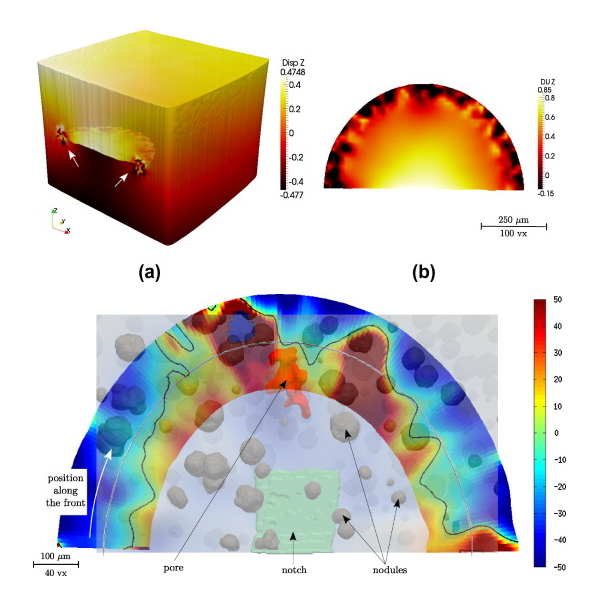
Un défaut artificiel (fissure) est introduit à la surface d'un échantillon miniature de fatigue métallique. L'initiation et la croissance d'une fissure de fatigue issue de ce défaut lors d'un cyclage à amplitude constante sont suivies in situ par tomographie aux rayons X en laboratoire. Les valeurs du facteur d'intensité de contrainte (SIF) au fond de fissure sont extraites d'images tridimensionnelles de l'échantillon. Plus de détails ici.
Un défaut artificiel (fissure) est introduit à la surface d'un échantillon miniature de fatigue métallique. L'initiation et la croissance d'une fissure de fatigue issue de ce défaut lors d'un cyclage à amplitude constante sont suivies in situ par tomographie aux rayons X en laboratoire. Les valeurs du facteur d'intensité de contrainte (SIF) au fond de fissure sont extraites d'images tridimensionnelles de l'échantillon. Plus de détails ici.